Svake godine komunalna poduzeća i upravitelji zgrada troše milijune iskopavajući ulice i dvorišta kako bi zamijenili cijevi koje su se mogle sanirati iznutra — bez jedne jedine rupe u tlu. Bageri su desetljećima bili jedini odgovor. No zadnjih dvadeset godina, tiša i preciznija tehnologija sustavno ih zamjenjuje, jednu cijev po cijevi. Epoksidni relining ne produžuje samo vijek trajanja dotrajale odvodnje. On je transformira iznutra, ne dirajući ništa iznad.
Ovaj vodič objašnjava točno kako to funkcionira — kemija, proces, oprema i odluke koje razdvajaju profesionalni rezultat od skupog neuspjeha.

Što je epoksidni relining cijevi?
Epoksidni relining cijevi — poznat i kao unutarnje premazivanje cijevi, spray lining ili SIPP (Spray-in-Place Pipe) — je trenchless metoda sanacije koja stvara novu zaštitnu površinu unutar postojeće cijevi nanošenjem kemijski vezane epoksidne smole. Cijev se čisti, priprema i premazuje iznutra — vraćaju se strukturalni integritet, brtvljenje, otpornost na koroziju i propusnost — bez iskopavanja.
Za razliku od zamjene cijevi (vadi stara, ugrađuje nova) ili CIPP obloge (obrnuta ugradnja natopljene trake), epoksidni relining nanosi precizno kontrolirani sloj smole direktno na unutarnji zid cijevi. Bez obloge. Bez balona. Bez kopanja.
Gdje je epoksidni relining pravi odgovor
- Odvodne i kanalizacijske cijevi u stambenim i poslovnim zgradama (DN32–DN150)
- Komunalna infrastruktura s pukotinama, urastanjem korijena ili korozijom
- Industrijski cjevovodi izloženi kemijskom napadu ili abraziji
- Cjevovodi u zaštićenim i urbanim zonama gdje je iskopavanje zabranjeno ili nepraktično
Kemija: zašto epoksid radi u cijevi
Epoksid je dvokomponentni termoset polimer. Kada se smola (komponenta A) pomiješa s tvrditeljem (komponenta B), počinje kemijska reakcija umrežavanja — gradi se kruta polimerna matrica koja se na molekularnoj razini veže za podlogu. Ovo nije boja. Ne ljušti se. Ne omekšava. Nakon stvrdnjavanja postiže svojstva koja ga čine idealnim za sanaciju cijevi:
- Tlačna čvrstoća: Tipično 70–85 MPa — jači od većine betonskih mješavina
- Kemijska otpornost: Otpornost na kiseline, lužine i otapala uobičajena u kanalizacijskim i industrijskim sustavima
- Adhezija: Veže se za beton, glinu, lijevano željezo, PVC i čelik — pod uvjetom da je površina čista i suha
- Temperaturna stabilnost: Varira po formulaciji — provjerite tehničke listove za konkretnu primjenu
Ključna riječ u svim navedenim svojstvima je čisto. Epoksid ne prianja na kontaminaciju. Loše pripremljena površina cijevi je daleko najčešći uzrok neuspjeha obloge — ne materijal, ne oprema, ne vještina izvođača. Površina.
Brush coating ili spray lining (SIPP) — odabir metode
| Parametar | Brush Coating | Spray Lining (SIPP) |
|---|---|---|
| Princip nanošenja | Rotirajuća četka mehanički raspoređuje epoksid | Centrifugalna sila raspršuje epoksid ravnomjerno |
| Idealno za | Lukove, grananja, nepravilnu geometriju | Ravne dionice, konzistentan promjer |
| Kontrola sloja | Visoka — mogućnost višestrukih prolaza | Ujednačena — tanki, konzistentni sloj |
| Raspon promjera | DN32–DN150 (optimalno) | DN100–DN300 (optimalno) |
| Površinska obrada | Blago teksturirana | Glatka — maksimalna hidraulička učinkovitost |
| Brzina | Umjerena | Visoka — pogodna za voluminozne projekte |
| Vizualna kontrola | Kamera montirana na crijevu iza mlaznice — direktan pregled u realnom vremenu | Kamera montirana na crijevu iza mlazne glave — direktan pregled u realnom vremenu |
Iskusni izvođači upravljaju s oba sustava i biraju metodu prema uvjetima na terenu. Izvođač koji je ograničen na jednu metodu gubi poslove koji joj ne odgovaraju.

Profesionalni proces korak po korak
CCTV inspekcija kamerom
Inspekcija kamerom dokumentira stanje cijevi — promjer, materijal, vrstu i lokaciju oštećenja — i potvrđuje je li epoksidni relining odgovarajuća metoda. Inspekcija definira opseg; opseg definira troškove.
Visokobrzinsko mehaničko čišćenje
Cijev mora biti oslobođena od masti, biofilma, naslaga i labavog materijala prije premazivanja. Visokobrzinski strojevi NoDig V1 ili V8 obavljaju ovu pripremu s lančanim alatima prilagođenim promjeru i vrsti naslaga. Standard čišćenja je materijalna specifikacija, ne vizualna procjena — epoksid ne prianja na prljavu cijev.
Sušenje površine
Vlaga na zidu je druga varijabla koju epoksid ne tolerira. Unutrašnjost cijevi suši se do propisane razine relativne vlažnosti. Za standardne primjene koristi se komprimirani zrak; za hladne ili vlažne uvjete — grijalice. Nisu procjena — mjere se.
Nanošenje epoksida
Prethodno pomiješani epoksid nanosi se odabranom metodom. U oba slučaja, kamera je montirana na crijevu direktno iza mlaznice — pruža živu sliku nanošenja u realnom vremenu, ne naknadu provjeru. Tri prolaza je profesionalni standard za strukturalno cjelovitu oblogu bez rupica. Svaki sloj mora biti nanesen unutar prozora otvorenog vremena smole — perioda u kojemu je prethodni sloj još kemijski reaktivan i na koji će se sljedeći sloj vezati.
Stvrdnjavanje i završna provjera
Premazana cijev izolira se za stvrdnjavanje. Završna inspekcija kamerom verificira ujednačenost pokrivanja i odsutnost šupljina. Dokumentacija je izvođačev zapis o kvaliteti i dokaz vlasnika o obavljenom poslu.
Odabir materijala: nisu svi epoksidni sustavi jednaki
Jedan od najcjenjenijih rizika u epoksidnom reliningu je jaz kompatibilnosti između opreme i materijala. Mlazna glava kalibrirana za jednu viskoznost neće ispravno raditi s materijalom drugačije viskoznosti. To nije neuspjeh smole ni stroja zasebno — to je neuspjeh integracije.
| Parametar | Što tražiti |
|---|---|
| Viskoznost | BSE je formuliran u jednoj viskoznosti prikladnoj za obje metode — brush i spray — bez potrebe za reformulacijom pri promjeni metode |
| Otvoreno vrijeme | Dovoljno radno vrijeme pri tipičnoj temperaturi na terenu |
| Tlačna čvrstoća | Minimum 60 MPa za strukturalne primjene |
| Kemijska otpornost | Prilagođena vrsti medija — kanalizacija i industrija |

BSE epoksid — materijal razvijen za metodu
BSE (Brush Spray Epoxy) je NoDig-ova epoksidna smola za unutarnje premazivanje cijevi. Nije generički građevinski epoksid primijenjen na sanaciju — to je materijal čija je viskoznost, otvoreno vrijeme i karakteristike stvrdnjavanja razvijene specifično za pneumatsku brush i spray primjenu. Formulacija je prilagođena operativnim parametrima strojeva ProLight i ProLight2.
BSE epoksid — ključna svojstva
- Formuliran za pneumatsko nanošenje četkom i prskanjem
- Dostupan za primjene u odvodnji i industriji
- Dvokomponentni sustav — upareni omjer smole i tvrditelja
- Parametri nanošenja specificirani prema formulaciji i temperaturi okoliša
- Dostupan putem NoDig-a u 15+ europskih zemalja
BSE epoksid — NoDig d.o.o.
Namijenjen brush i spray primjeni. Usklađen s ProLight i ProLight2 strojevima.
ProLight, ProLight2 i The Pipe Boy — strojevi koji to omogućavaju
ProLight je NoDig-ov stroj za epoksidno premazivanje cijevi, u potpunosti pneumatski — bez potrebe za električnim priključkom. To eliminira jedno od najčešćih praktičnih ograničenja na gradilištima sanacije unutar zgrada: dostupnost struje u skučenim instalacijskim hodnicima, podrumima i stambenim prostorima.
ProLight — ključne specifikacije
- Pogon: Potpuno pneumatski — 6–8 bar komprimirani zrak
- Metode: Brush coating i spray lining — oba s jednog stroja
- Raspon promjera: DN32 do DN200 s odgovarajućim glavama
- Napajanje: Standardni mobilni kompresor — bez električne infrastrukture
- Servisabilnost: Popravak standardnim alatima. Bez vlasničkih komponenti.
ProLight2 (Double Press) ide korak dalje — dvokomponentni sustav koji istovremeno procesira smolu i tvrditelj kroz odvojene uložnice, osiguravajući konstantan omjer miješanja na svakom prolazu. Preferirani izbor za visoke volumene ili brzostvrdnjavajuće formulacije.
The Pipe Boy zaokružuje NoDig-ov asortiman strojeva za epoksidno premazivanje — koristi se jednako za brush coating i spray lining (SIPP), optimiziran za veće promjere i dugačke trase. Certificiran do DN300, a uspješno je testiran i na cijevima znatno većeg promjera. Kao i ProLight i ProLight2, radi na komprimiranom zraku, bez električnog priključka, i kompatibilan je s BSE epoksidom.
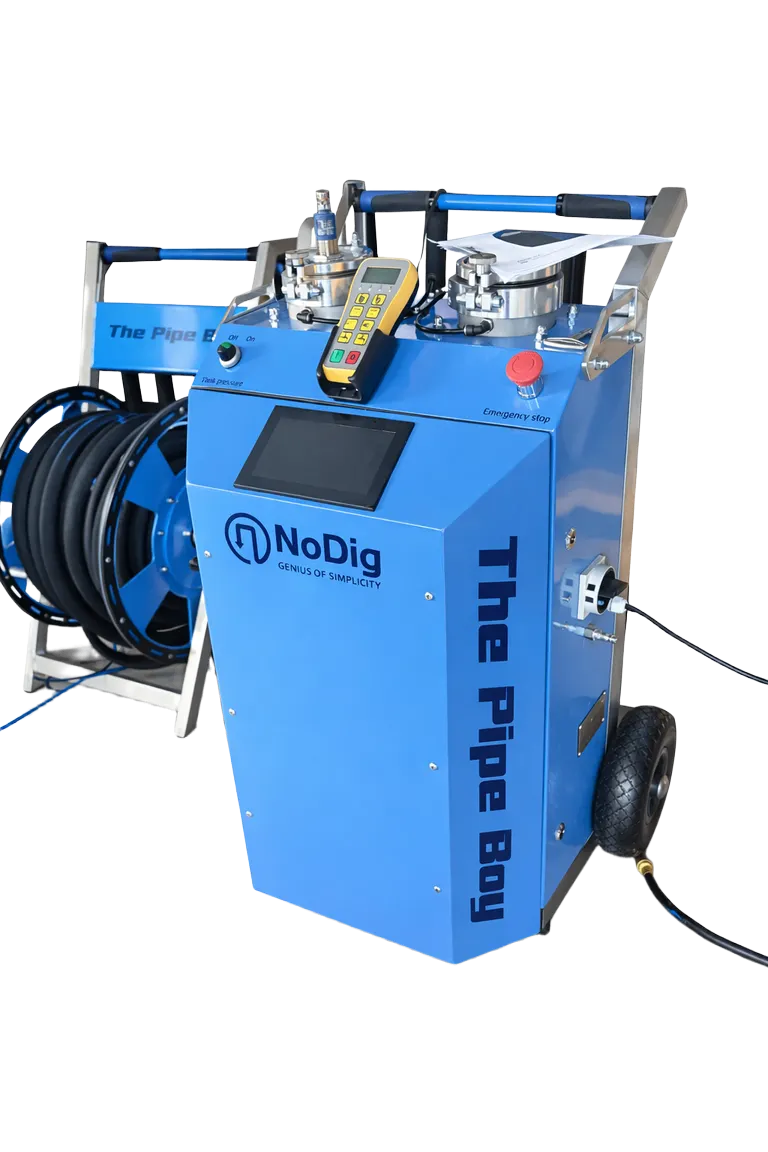
ProLight, ProLight2 i The Pipe Boy
Brush i spray u jednom stroju. ProLight2 Double Press za dvokomponentni epoksid. The Pipe Boy za brush coating i spray lining na većim promjerima i dugačkim trasama.
Ekonomska računica
Pitanje koje upravitelji infrastrukture sve češće postavljaju nije koristiti li epoksidni relining — nego koji sustav i od koga. Tehnologija je dokazana. Odluka je postala pitanje odabira dobavljača.
Zaključak
NoDig gradi tu opremu. U Osijeku, Hrvatska. Jedini smo hrvatski proizvođač opreme za sanaciju i čišćenje cijevi, s podrškom u 15+ europskih zemalja. Ako evaluirate sustave za sanacijski projekt ili želite proširiti svoju uslugu, razgovarajte s nama direktno — bez posrednika, bez čekanja.
Često postavljana pitanja
Epoksidni relining cijevi je trenchless metoda sanacije koja stvara novu zaštitnu površinu unutar postojeće cijevi nanošenjem dvokomponentne epoksidne smole — bez iskopavanja. Cijev se čisti, suši i premazuje iznutra.
Profesionalno nanesena epoksidna obloga tipično produžuje vijek trajanja cijevi za 25 do 50 godina, ovisno o sustavu smole, stanju nosive cijevi i vrsti medija koji protječe.
Za promjere od DN32 do DN300. Najčešća primjena su manje odvodne cijevi (DN32–DN150) u stambenim i poslovnim zgradama.
Ne. Cijeli postupak — inspekcija, čišćenje, priprema, nanošenje i verifikacija — provodi se kroz postojeće pristupne točke bez otvaranja tla iznad cijevi.
BSE (Brush Spray Epoxy) je NoDig-ova epoksidna smola za unutarnje premazivanje cijevi. Njezina viskoznost i karakteristike prilagođene su pneumatskim strojevima ProLight i ProLight2.